深圳UG+PM模具编程综合班
请询价


蓝途编程设计培训资深顾问
专业解答各类课程问题、介绍师资和学校情况
- 介绍
- 教师
- 评价
-
课程介绍
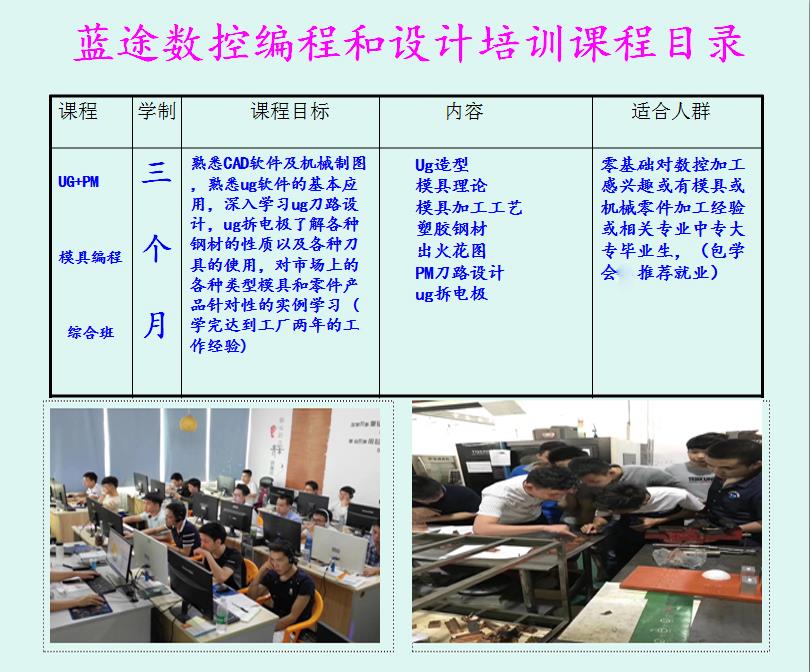
课程目标:
熟悉CAD软件及机械制图;熟悉UG软件的基本应用;深入学习UG刀路设计;UG拆电极;了解各种钢材的性质以及各种刀具的使用;对市场上的各种类型模具和零件产品针对性的实例学习。(学完到达工厂2年工作经验)
内容:
UG造型
模具理论
模具加工工艺
塑胶钢材
出火花图
PM刀路设计
UG拆电极
适合人群:
0基础对数控加工感兴趣或有模具或机械零件加工经验或相关专业中专大专毕业生(包学会,推荐就业)
3个教室电脑80合+自有工厂3合四五轴CNC理论+实践,天天可以上机,费用可分期,包教会,推荐工作,不限时,
学校有宿舍200元/月,不扣水电费,无其它任何费用,详情欢迎资询




第二章:UG拆电极
拆电极工艺流程
1.从设计好的3D图档导出我们要拆的部件。分别存放
2.打开要拆的部件,定坐标。(外挂摆正,UG本身命令)
3.分好中后,一定要检查分中得对不对。(几何属性,或者用外挂命令)
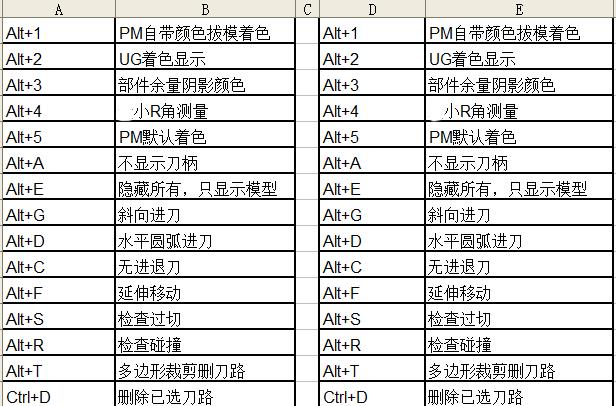
4.改变实体颜色:对象显示。Ctrl+J
5.对图层进行分层管理。一般模仁放240层,产品放200层,铜公名字对应层名。相同的铜公可以放同一个图层,不同的铜公要另外起图层。
6.正式拆工:(01.创建箱体W。02:求差J。03:做直身位。04:做基准台F; 命名法则:模号- 符号(A为前模,B为后模)+序号
05:正常电极基准台:5-6MM, 特殊的电极基准台(后期要进行线割,雕字等二次加工的):10-15MM)
第三章:PowerMILL 2016编程大全
第1小节: 中小型钢料编程流程
1.拿图档(分析图档,分好图层,不要乱七八糟自己都找不到图)
2.熟悉机床(你要在什么机器加工,机器行程够不够,别编好程却发现加工不了)
3.熟悉刀具(每家公司都有一套常用刀具,自己要熟悉,不熟悉就要做成模板或表格)
4.优化图档(流道补面,骨槽补面,线割斜顶镶件槽补面)
5.导图到PM中(大模型不要用外挂导图,容易烂面)
以上为不管什么图档都要做的
以下为不同钢料不同做法,但大致做法都差不多(流程供参考)
第一步:开大粗,余量参考表格
第二步:二粗清角,余量等于或大于开粗余量
第三步:中光大平面 余量(侧面余量留大,底部留到0.*****.1余量)
第四步:整体等高中光(有R面的,R面余量要适当留大,反正后面R面还要中中光)
第五步:中光曲面 余量
第六步:光大平面 余量
第七步:精光曲面0 碰穿注意留0.****.1余量
第八步:精光等高侧面0 碰穿注意留0.****.1余量
第九步:中光清角 余量多留0.01 接顺
第十步:精光清角 余量0.01
第十一部:走流道(水口,2D 3D)
注释:
1.摆正模型(用用户坐标编程,尽量别移动模型)
2.修整模型(侧边延伸 流道补起 骨位)
3.检查模型有没有烂面
4.分析模型,封胶---胶位---碰穿---避空
5.加工用刀工艺
开粗:D63R8(小于300的钢料一粗用刀具直径D30左右,
大于300开粗刀D50以上)D63*****************************6/D4

第1章:开粗参数
策略:模型区域清除策略
参数:
0.1-毛胚:(有毛胚有刀路,限制刀路加工范围)
电极---以模型放大2MM
钢料---通常放大5MM
0.2-刀具:
电极:通常用平底钨钢刀 例如D10 D8之类 大电极可能用飞刀
钢料:300以内 考虑D30左右飞刀 大于300考虑D50以上飞刀
0.3-机床:三轴加工默认不设置
第二章:二次开粗参数
策略:模型区域清除策略
参数:
0.1-毛胚:(有毛胚有刀路,限制刀路加工范围)
直接用开粗毛胚即可 不需要设置毛胚
(除非需要用毛胚限制加工区域,否则所有刀路都不需要改毛胚)
0.2-刀具:
电极:通常用平底钨钢刀 例如D3 之类
钢料:一般等于前一把开粗刀直径的一半
0.3-机床:三轴加工默认不设置
第三章:03-第三章:陡峭面光刀
策略:等高精加工策略
参数:
0.1-毛胚:
直接用开粗毛胚即可 不需要设置毛胚
(除非需要用毛胚限制加工区域,否则所有刀路都不需要改毛胚)
0.2-刀具:
小于1度 用平底刀
1-5度 用圆鼻刀 (平刀也可以 但是可能不准 因为刀尖会磨损)
大于5度 必须用圆鼻刀或球刀 不用平底刀
0.3-机床:三轴加工默认不设置
第四章:04-第四章:平缓面光刀
策略:平行精加工策略
参数:
0.1-毛胚:
直接用开粗毛胚即可 不需要设置毛胚
(除非需要用毛胚限制加工区域,否则所有刀路都不需要改毛胚)
0.2-刀具:
绝大多数用球刀
较小区域的斜夹角可能会用平行扫面
0.3-机床:三轴加工默认不设置
第五章:05-第五章:平面光刀
策略:等高切面区域清除
参数:
0.1-毛胚:
直接用开粗毛胚即可 不需要设置毛胚
(除非需要用毛胚限制加工区域,否则所有刀路都不需要改毛胚)
0.2-刀具: 平刀或圆鼻刀(不能球刀光平面)
0.3-机床:三轴加工默认不设置
第六章:06-第六章:清角-清角精加工
策略:清角精加工
此策略适合于前一把刀是球刀的情况(也就是适合参考球刀清角)
如果前一把刀是平刀或飞刀 建议用残留边界清角 不要用清角精加工
参数:
0.1-毛胚:
直接用开粗毛胚即可 不需要设置毛胚
(除非需要用毛胚限制加工区域,否则所有刀路都不需要改毛胚)
0.2-刀具: 球刀(极少用平刀或圆鼻刀)
0.3-机床:三轴加工默认不设置
第七章:07-第七章:走线--2D曲线轮廓
策略:2D曲线轮廓
此策略适合于加工模型轮廓侧(参考线必须是水平的 否则计算不了刀路的,如果不平,可以水平投影参考线,让参考线先做平)
参数:
0.1-毛胚:
直接用开粗毛胚即可 不需要设置毛胚
(除非需要用毛胚限制加工区域,否则所有刀路都不需要改毛胚)
0.2-刀具: 你喜欢就好,没人强迫你
0.3-机床:三轴加工默认不设置
第八章:08-第八章:走线--参考线精加工
策略:参考线精加工
此策略适合于加工流道,避空槽等等,
与2.5维曲线轮廓加工不同是:
1.参考线不需要必须是水平(这样的话就可以走底部不平的线了)
2.只能刀中心走在参考线上
参数:
0.1-毛胚:
直接用开粗毛胚即可 不需要设置毛胚
(除非需要用毛胚限制加工区域,否则所有刀路都不需要改毛胚)
0.2-刀具: 你喜欢就好,没人强迫你
0.3-机床:三轴加工默认不设置
第九章:09-第九章:平缓面光刀-三维偏置精加工
策略:三维偏置精加工
参数:
0.1-毛胚:
直接用开粗毛胚即可 不需要设置毛胚
(除非需要用毛胚限制加工区域,否则所有刀路都不需要改毛胚)
0.2-刀具:
绝大多数用球刀
0.3-机床:三轴加工默认不设置
第十章:10-第十章:直接选面光刀-SWARF精加工
策略:SWARF精加工策略
面必须是比较规则,没有扭曲的曲面面,也就是直面或斜面比较好,否则做出来的刀路是不行(还不如直接等高)
参数:
0.1-毛胚:
直接用开粗毛胚即可 不需要设置毛胚
(除非需要用毛胚限制加工区域,否则所有刀路都不需要改毛胚)
0.2-刀具:具体就看情况了,这种刀路一般用于加工陡峭(垂直)侧面, 所以通常会用牛鼻刀或者平底刀
0.3-机床:三轴加工默认不设置
第十一章:10-第十一章:直接选面光刀-曲面精加工
策略:曲面精加工策略
只能选一个面加工,如果你一次要选多个面加工 你要用SWARF精加工
参数:
0.1-毛胚:
直接用开粗毛胚即可 不需要设置毛胚
(除非需要用毛胚限制加工区域,否则所有刀路都不需要改毛胚)
0.2-刀具:你喜欢就好
0.3-机床:三轴加工默认不设置
-
任课老师
-

邓鸿鹄老师
机械设计培训·12年教龄
职务:模具设计高级讲师 主讲课程:UG、CAD, SOLIDWORKS软件。毕业于湖北工业职业技术学院,从2015年开始模具设计培训工作,至今拥有6年的教学经验,十年以上的模具与机械行业任职资历,精通UG、CAD, SOLIDWORKS等设计编程软件,熟悉模具与非标机械设计原理和工作加工流程,精通压铸\塑胶\硅胶模具与非标机械设计。基础知识扎实,擅长和学员紧密互动,积极调动学习氛围,让枯燥的理论课程可以更加生动。教学内容坚持理论与实践相结合教学,注重实践,对案例剖析。教学风格广受学员一致好评,开发制作的产品案例达上百以上。近年来先后服务于信隆股份有限公司、麒鑫通达科技有限公司,辉远电子科技有限公司等。丰富的工作经验与实战教学经验是教学效果的保障!
-

邓鸿武老师
更多就业技能·12年教龄
职务: 三四五轴产品零件高级讲师 主讲课程NX10.0 Mastercam2017 Mastercam 9.1毕业于湖北理工职业学院,从事CNC数控加工10多年.有丰富的工作经验 工装设计,工艺分析,可以根据不同机器定制专用后处理,从事培训行业6年,讲课幽默,思路清晰,对学员非常有责任心。技能1: 精通NX10.0 3D建模工装设计 三 四 五轴产品零件编程技能2: 精通Mastercam2017 Mastercam 9.1 2D线编程 3D实体编程 4轴联动技能3: 精通Powermill2016
-

鞠忠林老师
模具设计培训·11年教龄
UG,PM 编程讲师 毕业于湖南机电学院,多年的工厂实际经验,曾在苏州、上海、深圳等地大中型企业任职数控编程高级师傅,精通UG,PM等编程软件,有着过硬的现场操作指导能力。善于根据学员实际情况合理安排课程,讲课条理清晰,注重每个学员所学课程内容的消化能力,极强的耐心与责任感,深受学员的喜爱。
-
-
学员评价
-
 冼*钟
冼*钟2023.12.12
老师讲课内容丰富,还不错

该学员真实学费:
** 00 元课程:深圳数控机床培训
-